Ensure that the connections are tight and secure. Determine the thicknesses of steel to be cut. When you’re trying to make use of a cutting torch for the first time, you need to make sure you have all your ducks in a row. Adjust to the correct flame setting. Web an oxy acetylene torch is an affordable and versatile tool used by many people to heat, weld, solder, and cut metal.
Web a cutting torch guide that covers equipment, settings, gas, safety, how to light the torch, and more. It is also desirable to obtain the tip style, size and tip seating that is currently being used to serve as a cross reference during tip selection. Adjust to the correct flame setting. Ensure that the connections are tight and secure. Data compiled using mild steel as test material.
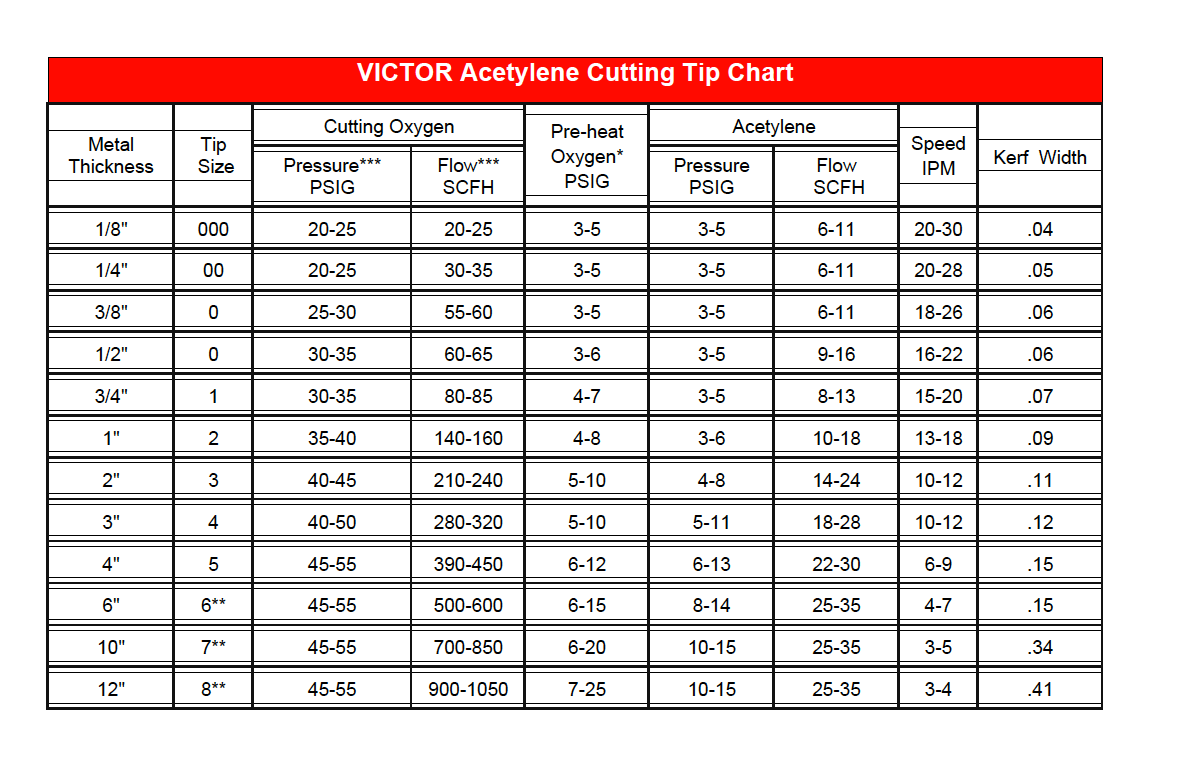
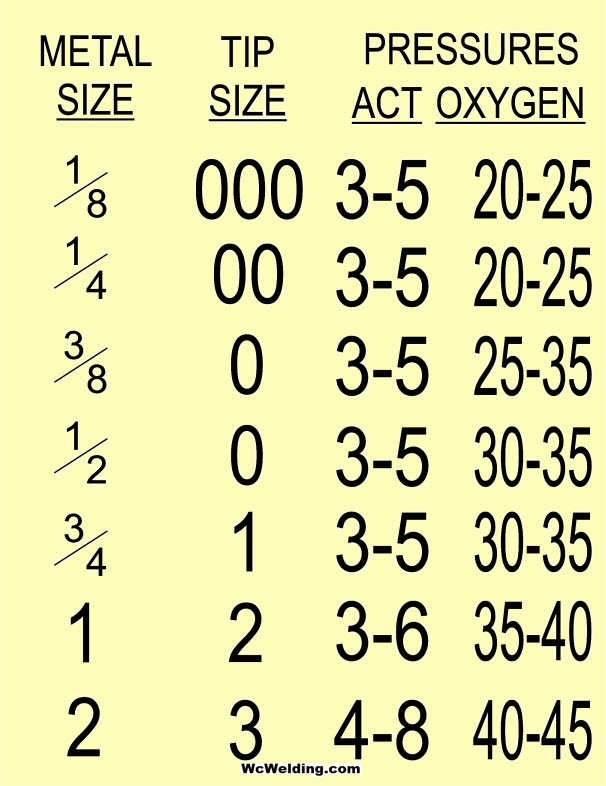
For a metal thickness over 7’ use 164 styles. Use the charts below as recommended settings to use on your regulators for your cutting torch tips. Web the ideal cutting settings for oxy acetylene depend on factors like material type, thickness, and torch tip size. Web a cutting torch guide that covers equipment, settings, gas, safety, how to light the torch, and more. Web here we will discuss the various types of cutting torch tips and the best sizes for each job.
Selecting the Right Cutting Tip RonSon’s Torch Repairs & Sales Ltd.
Cutting Torch Tip Flow Charts Baker's Gas & Welding Supplies, Inc.

Oxyacetylene Torch Settings Chart

Cutting Torch Settings Chart

Airco AFH / AFS Cut Chart American Torch Tip

Cutting Torch Settings Chart
Oxyacetylene Torch Settings Chart

Cutting Torch Settings Chart

oxygen and acetylene pressure settings
Cutting Torch Guide
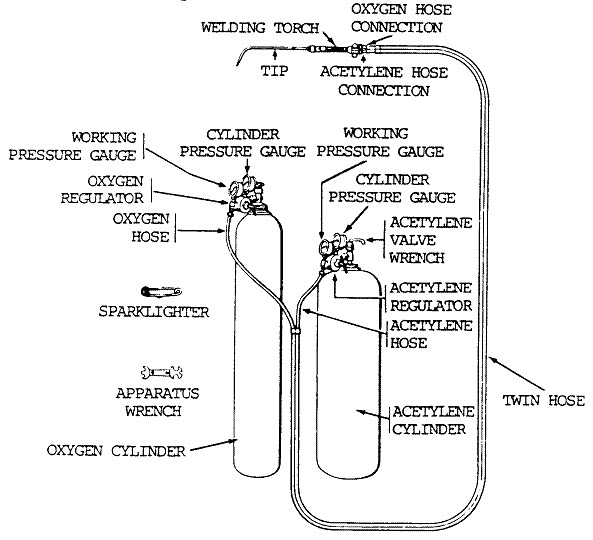
Data compiled using mild steel as test material. Regulator pressures are for 50 ft (13 m) or less of 3/8 in. Attach the oxygen and acetylene regulators to the cylinders. With a two hose cutting torch, pre. Web when using tip size 6 or above, you need to use 3/8 inches hose in order to get the best results in the shortest period of time. Determine the thicknesses of steel to be cut. Determine the manufacturer and model number of the cutting torches and/or cutting attachments being used. Web mastering the oxy acetylene cutting torch settings is essential for achieving clean and efficient cuts. Maximum acetylene pressure is 15 psi and it should not go any higher! Web the ideal cutting settings for oxy acetylene depend on factors like material type, thickness, and torch tip size. By understanding the basics, selecting the right tip, setting proper gas pressures, and following the correct cutting techniques, you. Increase regulator pressures if longer hose or smaller i.d. Web cutting tip series gpn, hpn. Connect the oxygen and acetylene hoses to their respective gas sources and the torch handle. Web follow these steps carefully:
A Cutting Torch Is Found In All Types Of Shops And On Construction Sites.
Use the charts below as recommended settings to use on your regulators for your cutting torch tips. Data compiled using mild steel as test material. Web an oxy acetylene torch is an affordable and versatile tool used by many people to heat, weld, solder, and cut metal. All torches with flashbacks arrester need more pressure, 25% more per tip increase.
Web When Using Tip Size 6 Or Above, You Need To Use 3/8 Inches Hose In Order To Get The Best Results In The Shortest Period Of Time.
Web there's lots of info in that chart but i still have two questions: With a two hose cutting torch, pre. It uses extreme heat to function, and setting it up properly is one of the most important steps in using it safely. Ensure that the connections are tight and secure.
Look Over The Article For Helpful Tidbits Of Information, Or Glance At Each Tip Chart For Quick Answers To The Most Common Torch Tip Questions.
Web mastering cutting torch settings for perfect cuts every time. Connect the oxygen and acetylene hoses to their respective gas sources and the torch handle. ** for best results use st2600fc series torches and. Hand and machine torch cutting.
Web Mastering The Oxy Acetylene Cutting Torch Settings Is Essential For Achieving Clean And Efficient Cuts.
Regulator pressures are for 50 ft (13 m) or less of 3/8 in. Web the ideal cutting settings for oxy acetylene depend on factors like material type, thickness, and torch tip size. For a metal thickness over 7’ use 164 styles. Web follow these steps carefully: